Точечная сварка своими руками

В этом случае первичные обмотки соединяют синфазно параллельно, а вторичные наматывают цельным куском провода по 3 витка на каждый трансформатор последовательно. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит витков. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников. Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов.
Хорошо натягивая кабель, нужно аккуратно уложить два-три витка. Важно правильно рассчитать минимальную длину выводов. Можно использовать многожильный мягкий кабель, сложив вместе несколько отрезков. В сумме они должны образовать один пучок диаметром не менее 10 мм. Чем меньше витков во вторичной обмотке, тем большего сечения должен быть использованный провод.

Такое устройство позволяет кратно увеличивать напряжение и силу тока. Необходимые для точечной сварки параметры ориентировочно должны составлять:. Работая клещами для точечной сварки, необходимо соблюдать правила безопасности. Устройство должно быть заземлено и иметь защитный кожух.
Электроды, которые используются в оборудовании для точечной сварки, внешне отличаются от расходников для электродуговой сварки. Чтобы добиться хорошего качества контактного соединения деталей, нередко пользуются электродами, которые изготовлены из сплава, максимально схожего по составу с материалом свариваемых деталей. Чаще всего в работе используются прямые стержни, но если сварка осуществляется в труднодоступном месте, могут понадобиться электроды специальной конфигурации.
Читайте также: Сварка металла разной толщины: руководство для начинающих. Если вы решили изготовить электроды для точечной сварки своими руками, желательно начинать со сборки пробной полноразмерной модели, которая даст возможность принять во внимания все возможные нюансы. Для получения хорошего результата важно проследить, чтобы диаметры медного стержня, из которого изготовлены электроды и провода, использованного для вторичной обмотки трансформатора, соответствовали друг другу.
От мощности изготовленного своими руками оборудования зависит тип используемых электродов. Это могут быть медные жала от обычных ручных паяльников или большие сварочные клещи, позволяющие создавать серьезное давление на детали. В зависимости от вида сварки электроды могут быть расположены как соосно, так и под необходимым углом. Слишком длинные проводники приводят к снижению мощности, поэтому следует делать их максимально короткими.
Также важно избегать лишних соединений. При совмещении кабеля с электродом нужно использовать лужение и пайку, что позволит снизить потери. Пользоваться обжимными соединениями нежелательно, так как они создают дополнительное сопротивление.
Для крепления электродов используют туго затянутые резьбовые сочленения. Для изготовления болтов и шайб предпочтительно применять медные сплавы. Поверхность деталей и соединений необходимо периодически очищать от оксидной пленки.
Электроды на концах должны иметь форму конуса с вершиной, скругленной для того, чтобы увеличить зону расплавления металла. Слишком большой диаметр кончика отрицательно скажется на качестве сварки и увеличит усилие, которое необходимо прикладывать в процессе работы. Обжимные соединения — зоны роста сопротивления. Электроды крепят на резьбе с тугой затяжкой. Болты, шайбы выполняют из сплавов меди. Удаление окислов проводят регулярно. Самодельный аппарат для точечной сварки оборудован двумя устройствами, позволяющими управлять процессом: кнопкой, которая включает и выключает подачу электрического тока на обмотку трансформатора, и рычагом сварочных клещей.
Для того чтобы обеспечить необходимую силу сжатия, следует располагать электроды вблизи от оси и использовать рычаг достаточной длины — его рукоять должна быть выполнена из диэлектрического материала или обрезинена. При длине ручек от до 1 мм развиваемое усилие составляет от 30 до кг.
Кнопку включения подачи тока на первичную обмотку самодельного трансформатора следует располагать под рукой мастера, который должен включать сварку только при полном сжатии деталей, чтобы исключить подгорания электродов.
Визуально необходимое для сваривания время можно контролировать, наблюдая за цветом металла в зоне сварки. Если речь идет о больших объемах работы, трансформатор и электроды необходимо оснастить принудительным воздушным охлаждением, в противном случае процесс придется часто прерывать, давая оборудованию остыть.
Начиная работу, следует убедиться в исправности и работоспособности аварийного выключателя, изоляции проводов и правильности подключения электродов. Выполняя сварку, надо обязательно применять средства индивидуальной защиты — очки, специальную обувь, перчатки.
Также важно работать, стоя на диэлектрическом коврике. Необходимо следить, чтобы в аптечке, которая должна присутствовать в любой сварочной мастерской, имелись такие медицинские препараты, как капли для глаз и средство от ожогов.
Аппарат точечной контактной сварки, выполненный своими руками, отлично заменит в домашней мастерской дорогостоящее оборудование из специализированного магазина. Благодаря Сети в наши дни у каждого есть возможность скачать схему для его сборки. Немаловажный плюс самостоятельного изготовления в том, что большую часть деталей не придется покупать, ведь их можно «позаимствовать» у вышедшей из строя бытовой техники.
Разработаем чертеж изделия бесплатно в течение 1 дня при условии последующего изготовления. Выполним заказ на металлообработку за 24 часа. Точечная сварка своими руками: как самостоятельно собрать аппарат. Редакция сайта VT-Metall. Сохранить статью:. Вопросы, рассмотренные в материале: Особенности точечной сварки Технология изготовления аппарата для точечной сварки из микроволновки Мощное устройство для точечной сварки Точечная сварка из конденсаторов своими руками Изготовление сварочных клещей для точечной сварки Сборка трансформатора для точечной сварки Электроды для точечной сварки своими руками Управление самодельной контактной сваркой.
Рекомендуем статьи Сварка без газа: обзор технологии Постоянный ток DC для сварочных работ Электрошлаковая сварка: преимущества, технология, оборудование. Автор статьи. Макаров Максим Руководитель отдела продаж. Последние статьи этого автора: «Шесть Сигм» и «Бережливое производство»: «Lean Six Sigma» как способ повысить эффективность бизнеса Анодирование металла: способы, особенности, преимущества Отжиг стали: виды, технология, возможные дефекты Изделия из металлической сетки: универсальность применения.
Рейтинг сварочных полуавтоматов и критерии выбора. Рейтинг лучших и недорогих сварочных масок. Свойства металлов. Способы получения алюминия: основные месторождения. Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса. Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм.

Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора. Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К.
Прямой ток такого пускателя 80 А, обратное напряжение В. Его внутреннее устройство показано на рисунке 2в. Схема модуля достаточно проста и содержит два тиристора, включенных встречно — параллельно, два диода и резистор.
Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1. Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках.
В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6. Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени.
В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов.
Зарядка конденсаторов происходит через нормально — замкнутый контакт кнопки КН1. При нажатии на кнопку КН1 замыкается ее нормально — разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально — замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту. Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится.
Для подготовки к следующему импульсу кнопку КН1 требуется отпустить. Для точного подбора времени импульса служит переменный резистор R2. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает мА, поэтому подойдет любое слаботочное реле. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В.
Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N или 1N После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации. Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком.
Для пропитки можно использовать лак КС или ему подобный. Количество витков показано на рисунке 2б. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков.
Площадь провода не менее кв. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до А.
Напряжение холостого хода 4…7 В. Сварочно — контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Более точно это усилие подбирается практическим путем.
Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра. Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС от старых ламповых цветных телевизоров.
Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Терморегулятор для электрического котла Терморегулятор для сварки пластмасс Логические микросхемы. Часть Как избавиться от дребезга контактов. Надеюсь, что эта статья была для вас полезной. Смотрите также другие статьи в категории Электрическая энергия в быту и на производстве » Практическая электроника. Подписывайтесь на канал в Telegram про электронику для профессионалов и любителей: Практическая электроника на каждый день.
Другие статьи с сайта Электрик Инфо: Простой самодельный сварочный аппарат из ЛАТРа Соединение проводов сваркой Как правильно подключить сварочный аппарат Как сделать простой сварочный аппарат своими руками Как сделать простой регулятор тока для сварочного трансформатора Трансформатор для сварки проводов Что такое сварочный инвертор и как он работает Как выбрать сварочный аппарат для дома Почему сварка всегда лучше других способов соединений проводов Соединение сваркой алюминиевых проводов.
Категория: Электрическая энергия в быту и на производстве » Практическая электроника. Комментарии: 1 написал: Владимир Большая просьба подсказать схему принципиальную подобного устройства аппарат для точечной сварки из трансформаторов ТСА 2 шт.
В этом случае первичные обмотки соединяют синфазно параллельно, а вторичные наматывают цельным куском провода по 3 витка на каждый трансформатор последовательно. Следующий шаг- удаление вторичной обмотки силового трансформатора, шунтов и намотка новой вторичной обмотки.
В большинстве случаев достаточно использовать провод 25мм. Нужно намотать 4 витка. Об этом есть много видео в сети, не буду останавливаться. Чтобы избежать потерь на контактах, желательно не использовать наконечники и соединители, или свести их количество к минимуму.
Например, провод, которым выполнялась намотка вторичной обмотки, с запрессованными наконечниками можно вывести через гермовводы PG через отверстия в передней панели.
Далее к нему подключается держатель электродов с помощью винтов М8. В случае с одним трансформатором нужно 2метров провода, если сварка на 2х трансформаторах- нужно 3метра. ПВ Самый дешевый, но очень жесткий, неудобно будет пользоваться. Годится только для внутреннего монтажа до байонетного гнезда. КГНВ Средний по цене вариант. Более гибкий, чем ПВ-3, примерно как стандартный сварочный провод КГ Имеет 2 слоя изоляции, наружный следует удалить.
Китайский провод в прозрачной силиконовой изоляции.

Лучший выбор. Очень мягкий и гибкий провод. Можно использовать как цельный кусок 2м с наконечниками, так и отрезки по 0,5м от байонетных штеккеров до держателя электродов.
Для упрощения намотки следует обклеить провод скотчем - тогда его будет легче наматывать. Начинать следует с обратной стороны от контактов первичной обмотки, тогда свободные концы окажутся с другой стороны:. Определившись с трансформатором можно выбирать корпус.
Существует 3 типоразмера корпуса, отличающиеся глубиной. Корпус А ШxВхГмм — самый компактный. Подходит для большинства аппаратов с трансформатором Вт. Внутренний размер корпуса: ШхВхГ Корпус В xхмм — удлиненный. Просторный корпус для аппаратов с трансформатором Вт.
Корпус С xхмм — макси.
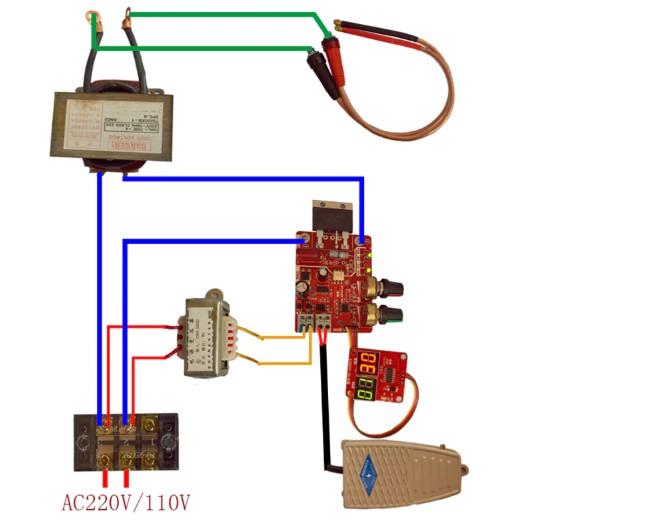
Используется для аппаратов с двумя трансформаторами по Вт. Пришло время выбрать управляющий контроллер для сварочного аппарата. Для управления используются переменные резисторы, индикация- 2 двухразрядных светодиодных индикатора, отображающих длительность и мощность импульса.